![]()
![]()
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
21 Cards in this Set
- Front
- Back
|
What are some considerations in the component manufacture stage? |
- Align fibres in desired direction - Produce the shape of the component - Ensure the composite is free from significant defects Page 5-2 |
|
|
What is wet lay up? |
- Place the layers of fibre or woven cloth into a mould resembling the final shape - Resin is then applied by brushing or spraying - Composite is impregnated ply by ply - Problems in quality control due to lack of repeatability and difficulty controlling resin content - Cost effective for one-off parts Page 5-6 |
|
|
What is a pre-preg and how does it's lay up procedure differ from a wet lay up? |
- It is a sheet of fabric or fibres that have already been impregnated with a partially cured resin - Has better quality control than a wet lay up - Is essentially a dry process - Less labour and time intensive - Raw materials are costly and require refrigeration Page 5-7 |
|
|
What is open die moulding and how is vacuum bagging incorporated with it? |
- Open die moulding is the similar to a wet lay up, except that pressure is now added to one side of the laid up material, to consolidate it. - Vaccum bagging is where the air inside the bag is evacuated, so that atmospheric pressure is applied within the bag Page 5-8 |
|
|
How does compression (or matched) die moulding differ from open die moulding? |
- Compression die moulding is two sided, (a male and a female die) that close to form a cavity with the desired shape of the component - Great control and a high quality surface finish, but high cost of tooling Page 5-10 |
|
|
What is wrapping? |
- Wrapping is where tape, fabrics or pre-pregs are wrapped around a removable mandrel - The laminate is then cured and compressed on the mandrel - The mandrel is then removed, leaving a 'shell' - Only viable for small parts like fishing rods, golf clubs, tennis racquets Page 5-12 |
|
|
What are some considerations when laminating for aircraft composites? |
- Requires high precision - More complex cure process due to the use of high performance materials - Use of computers and sensors to for monitoring cure quality - Complex shapes required Page 5-13 |
|
|
How are pre-pregs made and why do they need refrigeration? Draw a diagram. |
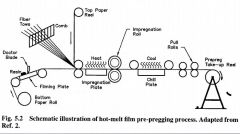
- Pre-pregs are sheets of fibre reinforcement pre-impregnated with a resin already mixed with a hardener - Partially cured resin is tack at room temps, but does not flow - Since the resin is partially cured, the pre-pregs need to be refrigerated - They have a limited shelf life and a very limited bench life Page 5-14 |
|
|
Describe the basic process for producing laminates for aircraft |
1. Cutting and knitting - in a clean environment with controlled humidity and temp. 2. Ply-stacking - usign apprropriate tools 3. Bagging - Vacuum bagging 4. Autoclave curing/co-curing 5. Debagging, finishing, painting 6. Trimming + Drilling Page 5-16 |
|
|
Describe how temperature and pressure typically vary in an autoclave cycle? |
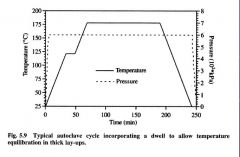
Page 5-23 |
|
|
What are three liquid resin moulding techniques? |
- Resin Transfer Moulding - Resin Film Infusion - Vacuum Assisted Resin Transfer Moulding Page 5-26 |
|
|
Draw a diagram of the resin transfer moulding process |
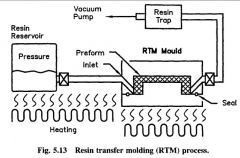
Page 5-27 |
|
|
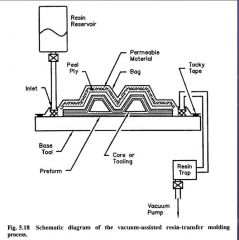
Draw a diagram of vacuum assisted resin transfer moulding |
|
|
|
What are advantages and disadvantages of Liquid Resin Moulding? |
Advantages - Used for manufacturing complex shapes - Materials can be selected to obtain the desired properties Disadvantages - Tooling is costly - Initial set up is time consuming - High operator skill Page 5-31 |
|
|
What is a gating defect and how can it be avoided? |
- A gating defect is where the resin being pushed in traps air in bubbles, causing voids. It can be avoided by increasing the pressure of the resin,to push the air out Page 5-32 |
|
|
Describe how filament winding works |
- Filament winding is an automated process that lays down continuous reinforcement at high speed and precision (on geo-desic paths) - Fibres are impregnated as they are laid down - The mandrel (the thing being wrapped around) is removed after the composite is cured Page 5-38 |
|
|
What are some advantages and disadvantages of filament winding? |
Advantages - High speed and precision - Fully automated - High fibre-volume ratios can be achieved - No lamination or autoclave curing is required Disadvantages - Tooling is costly - Initial set up is time consuming and expensive Page 5-50 |
|
|
Describe what pultrusion is |
- Pultrusion is used to manufacture components with a constant cross-section - An automated continuous process - Part is more or less cured by the time it emerges from the die - Pulling speed is related to the curing behaviour of the resin system and die length Page 5-51 |
|
|
Draw a diagram of a pultrusion process |
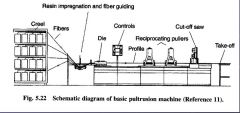
Page 5-52 |
|
|
What are some advantages and disadvantages of pultrusion? |
Advantages - Continuous, automated - No lamination, refrigeration or autoclave curing required - High throughput Disadvantages - Tooling is costly - Initial set up is time consuming and expensive - Only used for constant cross-section Page 5-54 |
|
|
Can liquid resin moulding techniques be used with thermoplastics? Why/Why not? |
- The viscosity of thermoplastic resins is too high for liquid resin moulding techniques - Conversion from an intermediate to a final product needs only the application of high heat (250-450C) and pressure (1-6 atm) Page 5-55 |