![]()
![]()
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
27 Cards in this Set
- Front
- Back
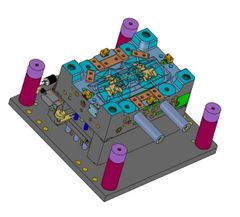
Lado Movil |
Parte que está sujeta al plato móvil de la máquina y solidariamente con esta, se mueve. También es donde está normalmente ubicado el sistema de expulsión de la pieza cuando está terminada su proceso de inyección. |
|
Lado Fijo |
Parte de un molde que no se mueve cuando la maquina de inyectar realiza todos sus movimientos y es donde normalmente esta nuestro bloque de Cavidad, además que es donde se aloja el sistema de inyección. |
|
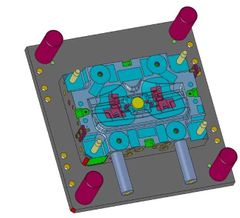
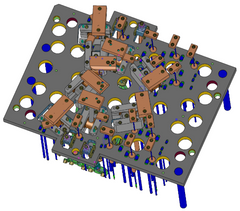
Bloques |
Estos componentes son los encargados de dar la forma al producto final mediante sus cavidades que es donde se aloja el plástico inyectado. |
|
Bloque Cavidad (lado A) |
Parte del molde que forma la superficie exterior de la pieza moldeada. Los moldes pueden estar diseñados como cavidad sencilla o cavidades múltiples. |
|
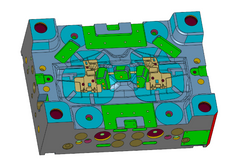
Bloque Core (Lado B) |
parte del molde que forma la superficie interior de la pieza moldeada. |
|
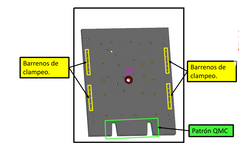
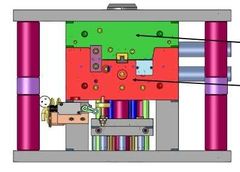
Placas de Clampeo |
La principal función de estas placas es sujetar el molde a la prensa, ya sea mediante barrenos de clampeo, de forma magnética o QMC (Quick Mold Change).
Material: acero 1020 |
|
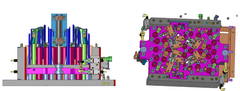
Placas espaciadoras de Manifold
|
Tiene la función de dar el soporte de la presión de inyección y la altura requerida para resguarda nuestro sistema de inyección (Manifold system) con las especificaciones que nos da el proveedor. |
|
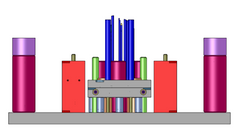
Rieles
|
Componentes principales en definir la carrera de expulsión que se requiera ya que estas afectan directamente la altura de nuestra caja de expulsión. |
|
Placa de Retención |
Placa con espesor delegado ubicada cerca del lado core. Su principal función de esta placa es alojar componentes como los son: Pines de expulsión, Pines de retorno, Mangas, carros de lifters, entre otros y va esta placa sujeta directamente a la placa de expulsión mediante tornillos. Material: acero 1020. |
|
Placa de Expulsión |
Esta placa se encarga principalmente de sujetar los componentes que ayudan con la expulsión del molde y mantiene en su lugar a los componentes alojados en la placa de retención. Espesor > Placa de Retención. |
|
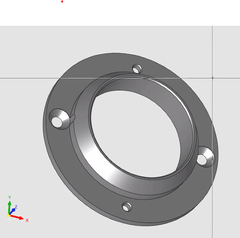
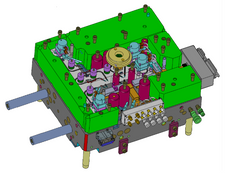
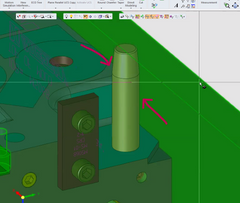
Locating Ring (anillo centrador) |
Permite localizar el molde con el sistema de inyección de la máquina, por el cual entra el usillo. Material: AISI P20. |
|
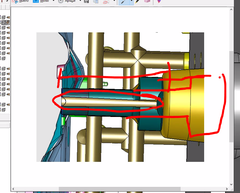
Sprue Burshing |
Ubicado en la parteposterior del locating ring, esta piezaproporciona la apertura necesaria para transferir el plástico fundido a lacavidad del molde.
|
|
Mold Strap |
Esta pieza permitetener ensamblados las dos partes del molde, durante el proceso de traslado. Debido a su materiales un componente fácil de maquinar y económico.
ACERO CRS (COLD ROLLED STEEL) |
|
STAND OFF |
Ubicadosen el buttom side, es una pieza que permite mantener de pie el molde ya seajunto o separado (lado A y lado B). Sin que este pueda vencerse por lagravedad y sufrir daño. ACERO CRS (COLD ROLLED STEEL) |
|
Guide Pings |
Alcomenzar a unir una pulgada antes las dos partes este debe tocar primero con lacontraparte del molde, debe llevar una parte con chaflán en este caso la punta. Uno de los guide pines debe tener la función depocayoque, esto para evitar un mal montaje del molde. MATERIAL: thomsom shap. |
|
|
eyebolts |
Ubicados en el lado no operador y en el top of mold, son barrenos que permiten colocar _____ para facilitar el transporte del molde. Se colocan a partir de 20 lb. |
|
Preashure Pads |
Ayuda a la banda de sello distribuyendo la fuerza de cierre. CRS (cold rolled steel) |
|
|
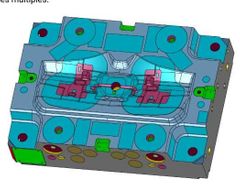
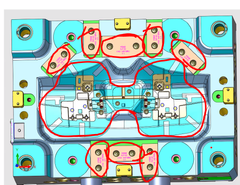
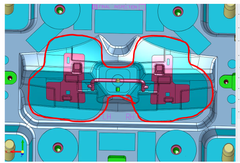
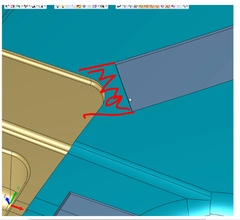
Se denota con un color cian. Su función principal es evitar que el plástico se fugue. El estándar de ITM ocupa 1.25in, a partir del contorno de la pieza. |
|

|
Ductos por los cuales se transporta agua, con la finalidad de mantener una temperatura constante. Consideraciones: deben estar a una distancia de 3/4 in de separación respecto de la pieza El sprue bushing debe llevar un sistema de enfriamiento independiente. |
|
|
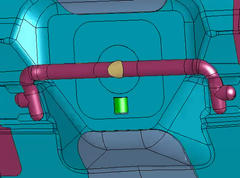
RUNNER Canal por el cual se distribuye el plástico. Su diámetro es especificado por el Moldflow. existen 3 tipos de runner: Trapezoide, semicircular y circular. |
|
|
cashew gate Edgegate Subgate |
|

|
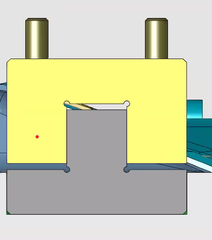
FCS Barrenos que permiten la montura y alineación del bloque en la (CNC), estos deben ser equidistantes respetando la distancia de 50mm entre ellos. Se colocan en caras continuas del bloque. |
|
|
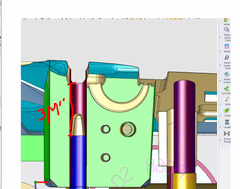
CORNER LOCKS |
Ayudan al ensamble y están colocados en las esquinas del blocque core. Deben tener la mismaangulación del sello más bajo. Para evitar el desgaste de acero |
|
|
ESTAN A 0 gardos.Para reducir lafricción cuando existen angulos menores a 7° |
|
|
Estos permiten liberar el aire comprimido, al momento de inyectar el plástico. Deben tener 0.030 deprofundidad y 0.5 de ancho y debe estar aprox a un octavo de la pieza. |
|
|
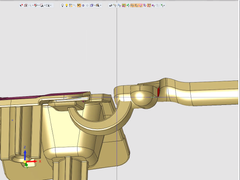
soccer Pin Se nombra así si y solo si esta debajo del runner, permiten retirar el vestigio del runner y del sprue bushing. existen dos tipos: Bala y Z. |
|
|
Core Pings |
esta finjos en la palca de retencion |