Reading...
![]()
Play button
![]()
Play button
![]()
Use LEFT and RIGHT arrow keys to navigate between flashcards;
Use UP and DOWN arrow keys to flip the card;
H to show hint;
A reads text to speech;
47 Cards in this Set
- Front
- Back
|
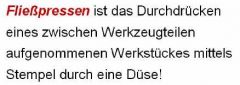
Fliesspressen
|
|
|
|
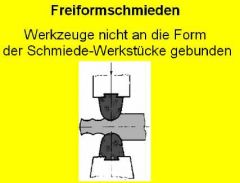
Freiformschmieden
|
|
|
|
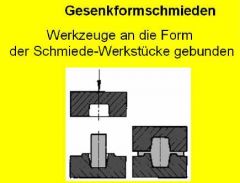
Gesenkschmieden
|
|
|
|
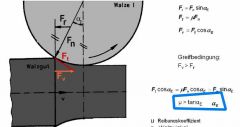
Greifbedingung
|
|
|
|
Hohl-Vorwärts-Fließpressen
|

|
|
|
Kalibrieren
|

|
|
|
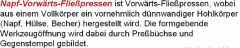
Napf-Vorwärts-Fließpressen
|
|
|
|
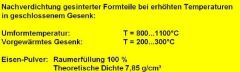
Pulverschmieden
|
|
|
|
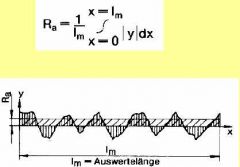
Ra_mittlerauwert
|
|
|
|
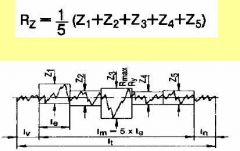
Rz_gemittelte Rautiefe
|
|
|
|
Schmieden
|

|
|
|
Sintern
|
|
|
|
Strangpressen
|
|
|
|
Tandemstrasse
|

|
|
|
Umform
|
|
|
|
Voll-Vorwärts-Fließpressen
|

|
|
|
Erteilung der Druckumformung nach der wirksamen Beanspruchungarten
|
Walzen, Schmieden(Freiform, Gesenkform), Durchdrücken(Fließpressen, Strangpressen)
|
|
|
Erteilung der Zugdruckumformung nach der wirksamen Beanspruchungarten
|
Durchziehen, Tiefziehen, Drücken, Kragenziehen, Knickbauchen
|
|
|
Erteilung der Zugumformung nach der wirksamen Beanspruchungarten
|
Längen, Weiten, Tiefen
|
|
|
Erteilung der Biegeumformung nach der wirksamen Beanspruchungarten
|
Freies Biegen, Gesenkbiegen, Gleitzihbiegen, Rollbiegen, Knickbiegen, Walzbiegen, Schwenkbiegen, Rundbiegen, Umlaufbiegen
|
|
|
Erteilung des Walzens
|
Längswalzen, Querwalzen(Erzeugung des Gewinds), Schrägwalzen
|
|
|
Längswalzen
|
Flachwalzen, Profilwalzen
|
|
|
Anordnung der Walzen in Walzgerüsten
|
Duogerüst, Triogerüst, Quartogerüst, Vielwalzengerüst
|
|
|
konventionelle Anlage zur Herstellung von Warmband
|
Brammengießanlage * Brammen-zwischenlage * Aufheizöfen * Vorstraße * Tandem-Fertigstraße
|
|
|
CSP-Anlage zur Herstellung von Warmband
|
Bandgießanlage * Ausgleichofen * Tandem-Fertigstraße **CSP for Compact strip production
|
|
|
Dünnbandgießen
|
flüssiger Stahl * Gekühlte Walzen
|
|
|
Bandverzinkung
|
Feuerverzinken(durch Schmelzflüssiges Zink), Elektrolytisches Verzinken (durch wässerigen Elektrolzten mit Gleichstrom)
|
|
|
Gewindewalzen
|
Gewindewalzen mit Flachwerkzeug, Gewindewalzen mit Rundwerkzeug
|
|
|
Wie sehen Werkzeuge für das Fließpressen aus?
|
Fließpressmatrize (greade, spiralförmig) * Armierung
|
|
|
Welche Bauteile werden mittles Strangpressen hergestellt
|
Profile(Vollprofile, Offene, geschlossene)
|
|
|
Tiefziehen
|
ist das Zug-Druck-Umformen eines Blechzuschnitts zu einem Hohlkörper oder eines Hohlkörpers zu einem Hohlkörper mit kleinerem Umfang ohne beabsichtigte Veränderung der Blechdicke.
|
|
|
Erteilung des Tiefziehens
|
- mit Werkzeugen , - mit Wirkmedien, Tiefziehen mit Wirkenergie
|
|
|
Tiefziehen im Erstzug
|
Beim Tiefziehen im Erstzug entsteht aus dem Zuschnitt(Blechplatine) das Ziehteil in einem einzigen Arbeitshub der Presse!
|
|
|
Ziehverhältnis
|
beta=Ronden-phi/Napfinnen-phi
|
|
|
Gleitziehen
|
Ziehen eines Werkstückes durch ein geschlossenes, in Ziehrichtung feststehendes Ziehwerkzeug (Matrize)! Hierbei werden tiefgezogene oder fließgepresste Hohlkörper durch Abstreckziehen in der Wanddicke reduziert, um insbesondere für Druckbehälter bei unveränderter Bodenwandstärke den Werkstoffeinsatz zu minimieren.
|
|
|
Streckziehen
|
ist das Tiefen eines Blechzuschnittes mit einem starren Stempel, wobei das Werkstück am Rand fest eingespannt ist. Aufgrund der Klemmung kann das Blech nicht nachfließen. Die Umformung erfolgt durch reine Zugbeanspruchung unter Abnahme der Blechdicke. - Einfaches Streckziehen und Tangentialstreckziehen
|
|
|
Biegen
|
ist das Umformen von festen Körpern (Bleche, Bänder), aus denen abgewinkelte oder ringförmige Werkstücke erzeugt werden. Der plastische Zustand wird durch eine Biegebean spruchung herbeigeführt.
|
|
|
Beeinflussung-Faktoren im Biegen
|
Zugfestigkeit, Elatrizität Module, Wanddicke
|
|
|
Erteilung des Umformens mit flüssigen Wirkmedien
|
Tiefziehen mit flüssigen Wirkmedien, Innerenhochdruck-Umformung
|
|
|
Vorteile der Umformung mit flexibelen Wirkmedien gegenüber konventionellem Tiefziehen
|
Herabsetzung der Reibung am Einlaufradius (Flüssigkeitswulst) Überlagerung von Druck-spannungen in Umfangs- und Blechdickenrichtung Erhöhung der Reibung zw. Werkstück und Stempel bessere Oberflächenqualität
|
|
|
Innenhockdruck-Umformen
|
Das Innenhochdruck-Umformen wird für rohrförmige Bauteile aus gerade oder vorgeformten Halbzeugen angewendet. Das Rohr wird mit einem Innendruck aufgeweitet, dabei in axialer oder auch radialer Richtung gestaucht und zuletzt durch einen Kalibrierdruck gegen die Werkzeugwand expandiert.
|
|
|
Verfahrenablauf der Innenhochdruck-Umformung
|
1. Presse schließen 2. Füllen mit Druckmedium 3. Horizontalzylinder anfahren, Druck aufbauen, Gegenhalter führen 4. Presse öffnen, Teil ausstoßen
|
|
|
Typische Versagefehler bei IHU
|
1.Knicken 2.Falten 3.Bersten 4.Undichtigkeit
|
|
|
Ertelung der Umformmaschinen
|
Umformmaschinen mit geradliniger Werkzeugbewegung.. - mit nicht geradliniger Werkzeugbewegung
|
|
|
Erteilung der Pressmaschinen
|
1.weggebundete - 2.Kraftsgebundete 3.Arbeitsgebundete
|
|
|
Erteilung der weggebundeten Pressmaschinen
|
-Pressen mit Kurvengetriebt -Pressen mit Kugelgetriebt
|
|
|
Spanngeschwindigkeit
|
St. 100-1000m/min, Al. 1000-10000m/min
|